随着发电行业脱碳压力增大,燃气轮机制造商正推动氢燃烧能力向 100% 提升,本文旨在探讨氢燃料燃气轮机的材料挑战,概述适用于该场景的最具前景的合金与涂层,并明确需进一步研发的方向。燃气轮机作为广泛应用的发电技术,联合循环效率超 60%,但天然气燃机仍会产生约 440gCO₂/kWh 的排放,而氢燃料可大幅减少甚至消除 CO₂排放。不过,氢燃烧存在特殊挑战:其层流火焰速度是甲烷的 3-7 倍,易引发火焰不稳定;淬火距离为碳氢化合物的 1/2,导致热流峰值超 1MW・m⁻²,加剧热应力;燃烧产物中蒸汽含量更高,纯氢干低排放运行理论上达 16vol.%,传统技术甚至达 85vol.%,增加材料氧化与腐蚀风险。文中分析了压气机、燃烧室、涡轮等部件的材料(如马氏体不锈钢、镍基高温合金、陶瓷基复合材料等)及涂层(热障涂层、环境障涂层)的性能,重点讨论了高温氧化、增材制造部件腐蚀、氢脆等降解机制。
<1 引言>
燃气轮机是当今应用最广泛的发电技术之一。其理论基本原理,即布雷顿热力循环,依赖于化学活性燃料的热能转换,并利用大量可用的气体(空气)作为工作流体来发电或驱动旋转设备(例如在压缩机站中)。最先进的联合循环燃气轮机具有总效率高(>60%)、氮氧化物和硫氧化物排放量低以及燃料灵活性高的优点。然而,尽管被认为是传统化石燃料发电技术中最清洁的一种,但以碳氢化合物为燃料的燃气轮机不可避免地会产生大量的二氧化碳排放(天然气约为 440 克二氧化碳 / 千瓦时)。如果燃气轮机改用通过可再生能源或结合碳捕集与封存方案的天然气重整生产的氢作为燃料,这些二氧化碳排放可能会大大减少甚至消除。燃气轮机与燃料电池等其他氢转换技术相辅相成,因为它们目前在大规模应用时更具成本效益,并且可以利用纯度较低的氢,例如在芳烃和烯烃合成过程中产生的氢或氯碱厂的氢。仅在美国,这些来源的氢年产量就超过 10,000 公吨。早在 1937 年就有氢动力喷气发动机的演示,这表明氢燃料燃气轮机并非新颖事物。然而,实际考虑因素以及历史上天然气价格低于氢的情况,促使燃气轮机的发展高度适应天然气运行。随着为限制全球变暖而对发电行业脱碳的压力增大,业界正在重新考虑将氢作为一种可行的燃料。在一些国家,如荷兰,少量(<20 体积 %)的氢被混入天然气管网,并用于为常规燃气轮机提供燃料。虽然这是朝着正确方向迈出的重要一步,但向天然气中添加氢对二氧化碳排放的影响很小,因为氢的体积能量密度相对于甲烷较低。例如,向甲烷中添加 10 体积 % 的氢只会减少 2.7% 的二氧化碳排放。为了实现完全无二氧化碳排放运行,因此需要能够使用 100% 氢运行的燃气轮机。
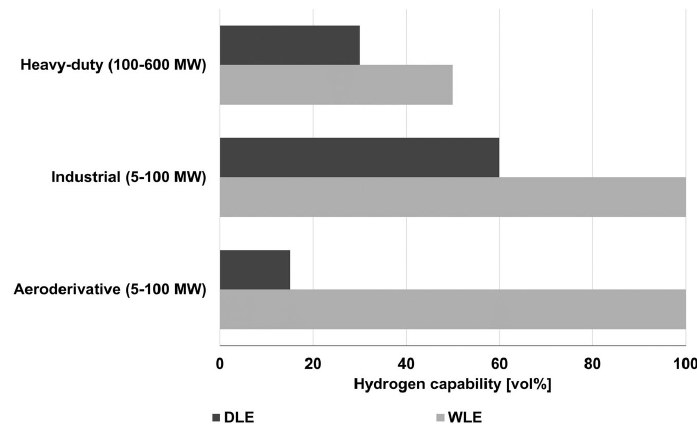
图 1. 氢燃料混合物驱动的燃气轮机燃烧器类型(WLE = 湿低排放;DLE = 干低排放)
如图 1 所示,一些基于扩散火焰燃烧系统的商用燃气轮机已经可以使用 100% 氢运行。然而,这些系统需要添加大量处理过的水(或氮气),以便在湿低排放燃烧器中充分降低火焰温度和氮氧化物排放,这导致系统更复杂、更庞大、更昂贵,且整体效率更低。因此,最近的研发工作集中在最先进的干低排放燃烧系统的氢燃烧上,该系统更有潜力同时确保高效率和符合排放标准的运行。在干低排放燃烧器中,通常通过在燃烧发生前实现贫燃料条件来调节火焰温度,从而避免大量氮氧化物的产生。这是通过在生成的可燃混合物进入燃烧室之前,对燃料与氧化剂(空气)进行高度优化的喷射和混合来实现的。
然而,如今市面上的干低排放燃烧系统中,没有一个能够使用超过 30-70 体积 % 的氢运行。最近,安萨尔多将其 GT36 的燃料规格更新为 70 体积 % 的氢。2020 年 7 月,日本川崎重工报告了世界上首次使用干低排放燃烧系统的 100% 氢燃料燃气轮机演示,但这一成果是在小型热电联产应用的背景下取得的,其电效率相对较低(约 28%),因此需要相对较低的燃烧温度。如果要在具有最先进电效率(开式循环约 43%,联合循环约 63%)且需要高燃烧温度的燃气轮机中实现 100% 氢干低排放运行,仍然存在重大的未解决问题。欧洲的燃气轮机行业目标是到 2030 年实现这一目标。
干低排放系统使用 100% 氢运行时遇到的主要挑战与氢的燃烧特性有关,从燃烧系统的设计角度来看,火焰温度越高,氢的燃烧特性就越难以控制。这是一个重要问题,因为火焰温度是控制涡轮进口温度、燃气轮机的功率输出和效率(即其产生功(电或机械驱动)的能力)的最重要因素。与传统碳氢燃料(如天然气)相比,氢的一个最重要特性是燃烧速率,即火焰消耗可燃混合物的速率,它会提高工作流体的温度以使其加速流向涡轮级。在相同的火焰温度下,氢层流火焰的燃烧速率(火焰速度)通常是甲烷(天然气的主要成分)的 3 至 7 倍,这是因为氢的反应和扩散速率较快。在现代燃气轮机燃烧系统中的高度湍流火焰中,观察到的差异甚至更大。燃烧速率的增加可能导致火焰不稳定性问题,增加不希望的火焰位移到燃烧器上游混合段的风险(回火),并导致次优(仍为富燃料)的燃料和氧化剂混合物提前燃烧。反过来,这会导致非常高的局部火焰温度,促进污染物(氮氧化物)的形成,并使不锈钢合金结构材料暴露在高于其熔点的温度下。
氢燃烧带来的另一个与技术发展的材料科学方面特别相关的重要挑战与火焰特性淬火距离有关。这个量定义了热火焰和(相对)冷固体表面之间发生淬火的最小距离。基础建模和实验研究都表明,氢火焰的淬火距离比碳氢化合物火焰小得多(小 1/2),这意味着在氢火焰稳定位置附近的固体表面可能会有大大增强的热流。在特征性的近壁湍流结构存在的情况下,从火焰到燃烧室壁的淬火热流会进一步放大,形成峰值超过 1 兆瓦 / 平方米的非稳态空间模式,当被湍流的控制时间和长度尺度适当调制时,可能导致固体材料的严重热应力。
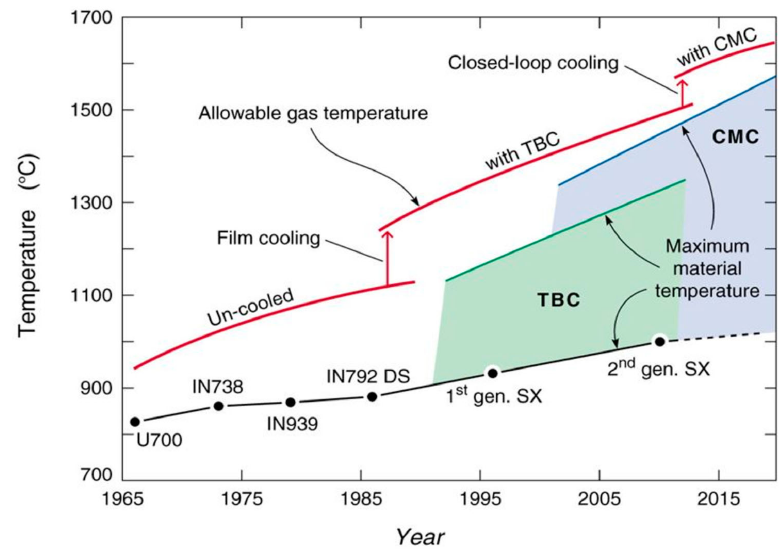
图 2. 工业燃气轮机材料的改进及其耐燃烧温度能力(TBC–热障涂层;CMC–陶瓷基复合材料)
虽然上述许多与氢燃烧相关的挑战可以通过修改燃烧器设计来解决,但诸如温度升高和蒸汽含量增加等因素可能还需要开发新材料。从材料的角度来看,一个潜在的挑战是氢燃烧导致废气中的蒸汽浓度相对于天然气燃烧更高。以天然气为燃料的陆基涡轮机的废气通常含有 10 体积 % 的蒸汽和 5 体积 % 的二氧化碳。尚未实现的使用纯氢的最先进干低排放运行理论上会将燃烧产物中的蒸汽比例增加到 16 体积 %,而利用蒸汽稀释或注水的传统技术导致废气中的蒸汽含量高达 85 体积 %。燃烧产物中水分含量增加的一个影响是,热气与所有暴露于其中的固体表面之间的传热系数增加,导致承受最大热负荷的第一个关键涡轮级的金属叶片温度升高。这种影响可以通过降低火焰和涡轮进口温度来补偿,但会以降低效率为代价。
已有几篇综述概述了燃气轮机材料的最新发展。其中大多数讨论了使用天然气作为燃料可能面临的挑战,而关于使用氢可能面临的材料挑战的文献较少。只有赖特和吉本斯 2007 年的综述考虑了为 “常规” 燃气轮机开发的最先进材料在燃烧煤衍生合成气或氢的燃气轮机中的适用性。他们得出结论,煤衍生氢或合成气的燃烧环境可能比天然气更具腐蚀性,因为更高水平的杂质(如硫、水蒸气和颗粒物)会影响某些部件的耐久性。自赖特和吉本斯发表他们的综述以来,燃气轮机材料的发展取得了显著进展。最重要的趋势是开发能够承受更高工作温度的新材料,从而提高涡轮效率,如图 2 所示。另一个趋势是增材制造或 3D 打印在制造复杂燃气轮机燃烧室设计中的应用增加,例如目前正在为氢燃料燃气轮机开发的那些设计。因此,现在是时候回顾当前最先进的材料及其在氢燃料燃气轮机中的适用性了。
在本综述中,我们旨在概述 100% 氢燃料燃气轮机中的材料挑战,提供最有前景的合金和涂层的最新概述,并强调需要进一步研究和开发的领域。特别关注了在高温下暴露于氢和蒸汽中的燃气轮机材料的高温氧化,以及增材制造的燃气轮机部件可能存在的腐蚀问题。
<2 燃气轮机中使用的材料>
燃气轮机不同部件所用的材料必须满足一系列苛刻的要求,包括机械和热性能、复杂几何形状的可制造性以及在工作条件下的稳定性。图 3 展示了燃气轮机不同部件的暴露条件范围,并突出了常用材料。由于大多数情况下单一材料无法同时提供必要的机械强度和足够的抗氧化性,因此一些燃气轮机部件会进行涂层处理和 / 或内部冷却。
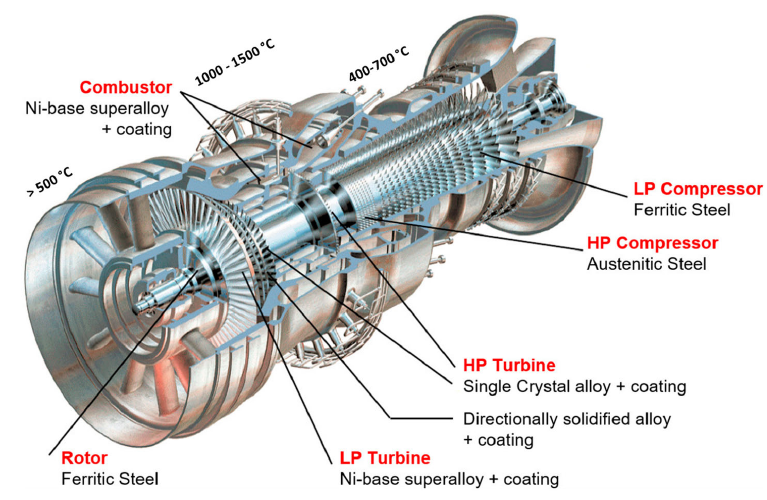
图 3. 阿尔斯通燃气轮机的主要部件、暴露条件及不同部位所用材料
以下部分描述了燃气轮机不同部件的暴露条件,以及当燃气轮机以氢而非天然气为燃料时这些条件可能受到的影响。概述了最常用的涡轮材料和最有前景的新进展。在过去二十年中,多家公司和研究项目专注于开发以合成气(即一氧化碳 + 氢气)为燃料的燃气轮机,这为使用含氢燃料积累了一些经验。其他更通用的材料开发在很大程度上是由航空涡轮机的发展推动的,因为航空涡轮机运行条件更恶劣,对高效率和低重量有更严格的要求。工业规模的陆基涡轮机对低成本有更严格的要求,再加上某些制造方法的规模化挑战,限制了可采用的材料。例如,单晶合金因其耐高温性而具有吸引力,但在制造工业规模燃气轮机所需的大尺寸时,很难做到无缺陷。
2.1 压气机部分的材料
燃气轮机的空气压气机部分的温度通常限制在 400-500°C,这使得可以使用相对便宜的合金,如马氏体不锈钢,例如 AISI 403 或 AISI 403 Nb。在使用相对清洁空气运行的中小型燃气轮机中,这些合金不会面临任何重大的材料挑战。对于安装在空气被酸和 / 或盐污染的工业环境中的燃气轮机,材料要求更为苛刻。在这种情况下,沉淀硬化马氏体不锈钢 GTD-450 是一个很好的选择。与 AISI 403 相比,这种合金具有更高的铬和钼含量,这提供了对含湿酸和盐的耐腐蚀性。
与燃气轮机以天然气为燃料相比,氢燃料对压气机输出没有任何内在的更高或更低要求。因此,切换到氢燃料时,预计燃气轮机的这部分不会有变化。
2.2 燃烧室部件的材料
用于固定式燃气轮机的最先进干低排放燃烧系统基于预混合物燃烧方法,通常由燃料喷射并混入氧化剂流的混合段和燃烧室组成。在固定式应用中,通常采用纵向或径向(同轴)燃料分级设计,以优化燃烧过程并限制污染物的形成。然而,占地面积和重量限制严重限制了分级燃烧系统在航空应用中的采用,由于火焰稳定性和高空再点火要求,航空应用传统上采用非预混燃烧方法,这对扩散型火焰的排放有重要影响。燃烧室是燃气轮机中最热的部分,温度可达 1600°C 甚至更高。因此,燃烧系统某些特定部件所用的材料必须满足一系列严格的要求,包括高温蠕变断裂强度、良好的抗氧化性以及抗热疲劳和循环疲劳性能。这些材料还应具有良好的成形性和可焊性,以能够制造复杂的形状。
能够满足机械要求的常用材料是锻造镍基高温合金,如哈氏合金 X、IN617、尼莫尼克 263、海恩斯 188 或海恩斯 230 以及 SS309。为了使这些合金的表面充分低于其熔点,燃烧室衬里采用内部空气冷却和热障涂层或陶瓷砖。
陆基燃气轮机正努力通过将低铼第二代高温合金更换为无铼第一代合金(如 1483)或定向凝固高温合金(如 247)来降低成本。另一项出于成本降低动机的研究是用更便宜的铬基合金替代燃气轮机部分部件中相对昂贵的镍基高温合金。铬基合金除了成本低之外,还有其他优点,例如熔点高 400-500°C,导热系数高 2-4 倍。然而,在铬基合金应用于燃气轮机之前,需要克服诸如高温强度和延展性降低,以及与镍基高温合金相比抗氧化和耐腐蚀性更低等挑战。
由于希望燃气轮机以更高的效率和氢为燃料运行,由于温度和蒸汽含量的增加,对燃烧室材料提出了更严格的要求。因此,正在考虑诸如氧化物弥散强化高温合金、铁素体合金(如 PM2000 和 Incoloy MA956)以及陶瓷基复合材料(如碳化硅 / 碳化硅基复合材料)等替代合金。氧化物弥散强化高温合金是先进的高温材料,能够在接近其熔点的较高温度下保持强度,因此有吸引力用于热气体路径部件。然而,高成本和脆性限制了氧化物弥散强化高温合金部件的制造尺寸,这使得其应用主要限于飞机涡轮叶片。
在过去几年中,碳化硅 / 碳化硅陶瓷基复合材料已在商用飞机涡轮发动机的热端部分用作镍基高温合金的替代品。与镍基高温合金相比,陶瓷基复合材料重量更轻,耐更高工作温度的性能更好。这减少了对内部冷却的需求,从而提高了涡轮效率。在使用过程中,碳化硅会在表面形成一层生长缓慢、致密的二氧化硅层,这大大减缓了进一步的氧化。由于二氧化硅在潮湿条件下的高挥发性,陶瓷基复合材料必须涂覆环境障涂层,如稀土二硅酸盐。正如将在 3.1.4 节中进一步讨论的,由于燃烧气体中蒸汽含量更高,燃气轮机使用氢燃料可能会更需要具有低硅挥发性的涂层。
2.3 涡轮部件
在涡轮膨胀级中,来自燃烧室的热废气通过一系列与驱动轴相连的圆盘和叶片,驱动轴传输产生的动力。涡轮进口温度可高达 1300-1600°C,并向出口方向降低。涡轮盘必须承受来自与其相连的叶片的轴向载荷,以及运行期间的热应力、振动应力和离心应力。这要求涡轮盘材料具有优异的拉伸强度、蠕变强度和高疲劳强度,以及抗氧化和抗腐蚀能力。对于在最高温度下运行的涡轮盘,镍基高温合金是首选。铸造和锻造工艺通常应用于诸如 IN718、IN706、Waspaloy 和 U720Li 等镍基合金。为了减轻通过锻造获得大型无偏析镍基高温合金锻件在加工、焊接方面的一些挑战,专门为陆基燃气轮机开发了 Udimet 720Li 合金。
涡轮叶片和导向叶片在运行期间暴露于高温、旋转和气体弯曲应力以及启动和关闭期间的热机械载荷循环。涡轮入口处的气体温度可超过 1350°C。升高的温度和应力可能导致蠕变,这需要合金具有优异的蠕变强度、拉伸强度和韧性。在涡轮的较冷端(<800°C),可以使用裸露的镍基高温合金,而在较热端则使用空气冷却和热障涂层以避免严重的腐蚀和侵蚀。 用于此应用的合金和加工方法已经从常规铸造镍基高温合金发展到定向凝固合金,再到单晶技术的发展。单晶合金根据铼和钌的含量分为不同代。无铼(CMSX-7)和低铼(CMSX-8)含量的合金已被开发为第六代单晶合金,但第二代合金,如含 3% 铼的 CMSX-4、René N5 和 PWA 1484 仍被广泛使用。合金的发展提高了其耐温性,从第一代多晶高温合金的约 800°C 提升到最新单晶高温合金的约 1100°C。同时,通过添加更高含量的合金元素(铝、钛、钽、铼、钨、钌)以增加 γ' 强化相的含量,蠕变强度也得到了改善。添加钼、钨、铼、钌等难熔元素也提高了热稳定性。然而,虽然这种方法提供了优异的蠕变抗性,但降低了耐腐蚀性,从而对热障涂层提出了更高的要求。与燃烧部件一样,当从天然气切换到氢燃料时,涡轮膨胀级的部件将暴露在更高的温度和更大的蒸汽含量下。这种情况可能对这些部件的耐久性产生的影响将在第 3 节中讨论。 涡轮叶片和导向叶片的材料开发最近转向增材制造,这是一种用于高温合金的具有成本效益的加工路线。这种制造方法需要开发新的合金成分,以优化 3D 打印特有的快速和重复热循环,并减少诸如孔隙率和裂纹等冶金缺陷的影响。第 5 节重点讨论增材制造及其在氢燃气轮机中的适用性,以及材料方面,如耐腐蚀性、氢脆和由于增材制造部件的特殊性导致的动态脆化。
2.4 热障涂层系统
热障涂层与改进的冷却技术一起,使燃气轮机的工作温度能够提高到超过结构合金的熔点,从而显著提高燃气轮机的效率。热障涂层系统包括陶瓷顶层、热生长氧化物层和金属粘结层,如图 4 所示。陶瓷顶层基于低导热率材料,通常相当厚(>500μm)以最大化热阻。最常见的商用热障涂层材料是稳定有 7 wt.% 氧化钇的氧化锆(7YSZ)。该成分具有 2700°C 的高熔点和 2.3-4.2 W/(m・K) 的低导热率(对于致密的烧结样品)。通过调整微观结构和孔隙率,导热率可以进一步降低到 0.8-1.3 W/(m・K)。 氧化钇稳定氧化锆的亚稳、不可转变四方相(t')是理想状态,因为它具有高弯曲强度、断裂韧性和抗热震性。当在约 1200°C 以上的温度下时效时,t' 相经历相变成为立方相(c)和平衡的可转变四方相(t)。冷却时,t 相转变为单斜相,这与体积变化相关,会导致高应力,从而有涂层剥落的风险。许多关于改进氧化钇稳定氧化锆的开发工作都集中在通过添加氧化铈、氧化钪和氧化钛等替代稳定剂来提高不可转变四方相在更高温度下的稳定性。
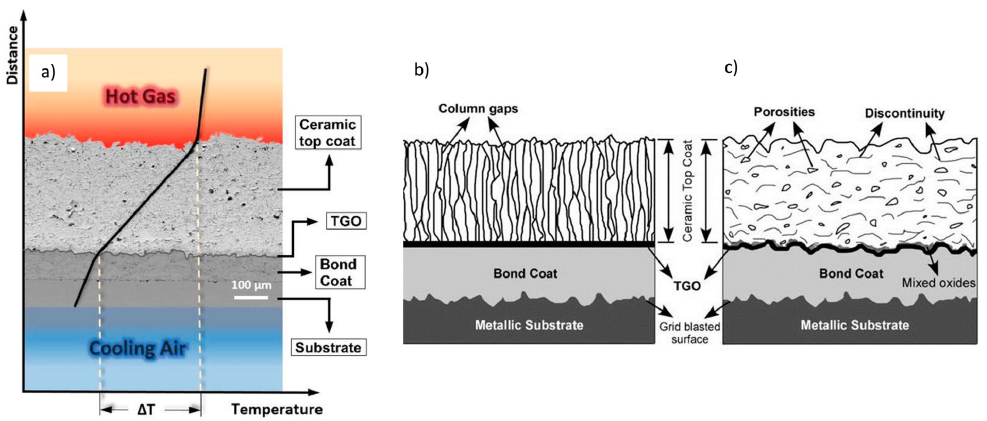
图 4. (a)热障涂层系统(TBC);(b)电子束物理气相沉积法制备的热障涂层的大致结构示意图;(c)大气等离子喷涂法制备的热障涂层的大致结构示意图
热障涂层陶瓷顶层通过大气等离子喷涂或电子束物理气相沉积商业制造,而悬浮等离子喷涂或等离子喷涂物理气相沉积等替代沉积方法正在开发中。不同的沉积技术会产生不同的涂层微观结构(图 4),这会对涂层的断裂韧性和导热率等性能产生显著影响。通过大气等离子喷涂制造的涂层具有水平的薄片,与电子束物理气相沉积形成的柱状结构相比,导热率更低。另一方面,通过电子束物理气相沉积生产的涂层具有更高的应变容限和更光滑的表面,提供更好的空气动力学性能。大气等离子喷涂更便宜,更适合涂覆大型部件 —— 因此,它是大型陆基涡轮部件涂层的首选方法,而电子束物理气相沉积通常保留用于更苛刻的部件,例如叶片的前缘。 喷涂的氧化钇稳定氧化锆层与合金基材之间的附着力通常较弱,并且由于涂层是多孔的且氧化钇稳定氧化锆是良好的氧离子导体,因此氧化钇稳定氧化锆层不能提供太多抗氧化保护。因此,应用与陶瓷氧化钇稳定氧化锆层和金属基材都具有高亲和力的粘结层,以提高附着力和抗氧化性。用于镍基高温合金的粘结层通常是薄的金属层(如镍铝),通过与合金的相互扩散形成铝化物,或者是基于镍铬铝钇的覆盖型涂层。对于这两种系统,铝都是在运行过程中形成 α- 氧化铝热生长氧化物的重要成分。热生长氧化物生长缓慢,从而保护下面的合金免受高温氧化。氧化钇稳定氧化锆顶层、粘结层和热生长氧化物通常被称为热障涂层系统(图 4)。 当前热障涂层系统的主要挑战是由于开裂、剥落或顶层与粘结层之间不期望的氧化物生长而导致的失效。在室温 - 900°C 的温度范围内,镍基高温合金的热膨胀系数(14-16×10⁻⁶ K⁻¹)与镍铬铝钇型粘结层的热膨胀系数(13-14×10⁻⁶ K⁻¹)相似,而氧化钇稳定氧化锆顶层(10×10⁻⁶ K⁻¹)和 α- 氧化铝热生长氧化物(9.6×10⁻⁶ K⁻¹)的热膨胀系数则低得多。合金与涂层不同层之间的热膨胀系数不匹配可能在热循环期间导致开裂和剥落。Martena 等人使用有限元方法分析了由于热生长氧化物生长和热膨胀不匹配在热障涂层系统中产生的应力分布,并表明热障涂层的分层可归因于垂直于顶层 / 热生长氧化物界面的应力,该应力随着热生长氧化物厚度的增加而增大。即使对于相对较薄的热生长氧化物层,在冷却和随后加热到最高峰值温度期间,热生长氧化物上也会施加接近其拉伸强度的拉伸应力。减少由于热膨胀不匹配引起的应力的一种方法是有意在涂层中引入裂纹和 / 或孔隙,这有助于阻止裂纹扩展。确保粘结层 / 顶层界面的高粗糙度是提高顶层附着力和热障涂层抗热疲劳性的另一种方法。对此的解释是,界面凹入区域的平面外压应力阻碍了裂纹扩展。 涂覆和空气冷却的燃气轮机部件上的温度梯度可能高达 200-300°C。如引言中所述,氢燃料导致的更高水蒸气含量会增加气体的传热系数。如果通过增加叶片空气冷却的质量流量来补偿这一点,热障涂层上的热梯度将变得更高。增加的温度梯度可能会加速某些开裂和涂层降解模式。Dong 等人通过实验和建模表明,温度梯度的增加遵循幂函数降低热障涂层的循环寿命。这些挑战需要开发具有更低导热率和 / 或更高断裂韧性的新型热障涂层,以及在更高温度下保持所需机械性能的合金。 已研究作为氧化钇稳定氧化锆顶层替代品的材料包括六铝酸盐(如 LaMgAl₁₁O₁₉)、钙钛矿氧化物(如掺杂的 SrZrO₃)、钇铝石榴石和烧绿石(如 Gd₂Zr₂O₇)。烧绿石被认为是最有前景的候选材料之一,因为与氧化钇稳定氧化锆相比,它们具有更高的熔点、更低的导热率和更强的抗钙镁铝硅酸盐侵蚀能力(见 4.1 节)。
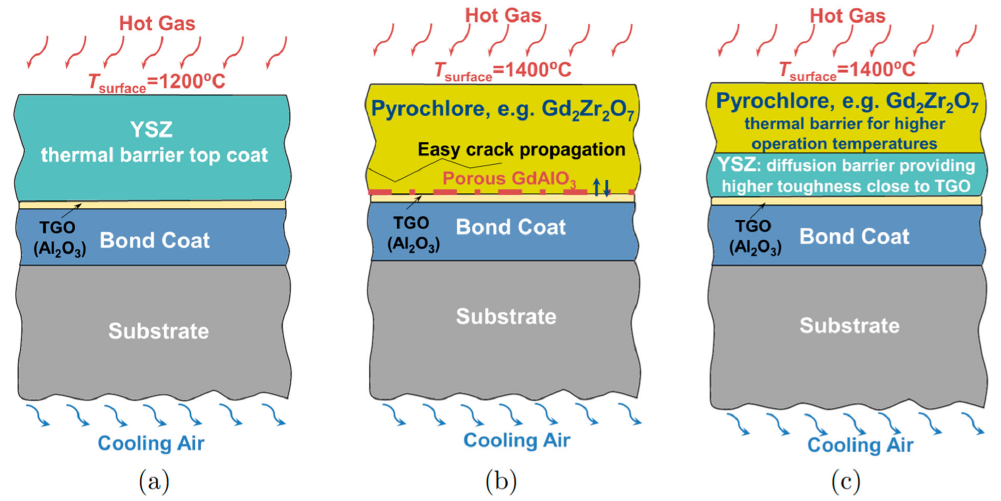
图 5. 用于更高温度下工作的热障涂层双层结构
然而,烧绿石与氧化铝热生长氧化物层之间的化学相容性差,需要使用氧化钇稳定氧化锆作为中间扩散阻挡层,如图 5 所示。正在考虑的替代粘结层是形成 Al₂O₃的 MAX 相,如 Cr₂AlC 和 Ti₂AlC。MAX 相是三元碳化物和氮化物的多晶纳米层状化合物,从它们的通式 Mₙ₊₁AXₙ命名(其中 M 是过渡金属,A 是 A 族(主要是 IIIA 和 IVA)元素,X 是 C 和 / 或 N,n=1-3)。这些化合物在高达 1300°C 的温度下具有很强的抗氧化性,但是,它们在高压和高气体速度环境中容易挥发,这使得它们可能不太适合氢燃料燃气轮机的条件。 Marra 报道了各种燃气轮机涂层和合金的开发及其在天然气和高氢含量合成气中在高热流设备中的性能。研究了在最先进的西门子粘结层(Sicoat® 2464)基础上添加 1.5wt.% 的钕、铈和铪并增加粗糙度以提高热障涂层附着力的粘结层。含铪和铈的粘结层在 1010、1080 和 1121°C 的空气中进行等温炉循环时,表现出氧化加剧和热障涂层的氧化物层附着力差。含钕的粘结层与含铼的基准粘结层相比,寿命延长了 30%,并改善了热障涂层的附着力,但表现出较差的抗裂纹应变机械性能。其他基于 MCrAlY 的粘结层,即镍铬铝钇(NI-1154)和镍钴铬铝钇(Ni-1155)表现出优异的抗氧化性和相似或更好的机械性能。基于镍铬铝钇的粘结层能够比基准成分提高 100°C 的工作温度,这是根据富铝相耗尽前的时间评估的。 在某些情况下,热障涂层系统的寿命可能受到粘结层的限制,要么是因为保护性热生长氧化物层生长超过剥落的临界厚度,要么是因为粘结层中的铝耗尽到维持热生长氧化物形成所需的水平以下。这种耗尽将允许形成其他保护性较差且生长更快的铬和镍的氧化物。因此,粘结层中足够的铝储备对于部件的长寿命至关重要。Evans 和 Taylor 引入了扩散单元的概念来解释等离子喷涂热障涂层系统中的粘结层失效。扩散单元被描述为在粘结层内的氧化层,由于在这个相对多孔的区域中氧化更快,它们在粘结层内的薄片边界处形成。扩散单元阻碍了铝穿过涂层的供应,从而导致铝的消耗加剧。
2.5 环境障涂层
由碳化硅基陶瓷基复合材料制成的热端部件需要与镍基高温合金不同的涂层系统,因为在这种情况下,涂层需要防止含硅化合物的挥发(见 3.1.4 节)。应用于陶瓷基复合材料的涂层系统通常被称为环境障涂层。材料的选择受到与碳化硅热膨胀系数(室温 - 1000°C 温度范围内为 3-5×10⁻⁶ K⁻¹)匹配的要求的限制。最有前景的环境障涂层候选材料是钡长石相硅酸盐,如(Ba,Sr)O-SiO₂-Al₂O₃和稀土单硅酸盐或二硅酸盐,它们有时与硅粘结层结合使用,以确保与碳化硅基材更好的附着力和相容性(图 6)。对于环境障涂层系统,形成的热生长氧化物是 SiO₂而不是 Al₂O₃。
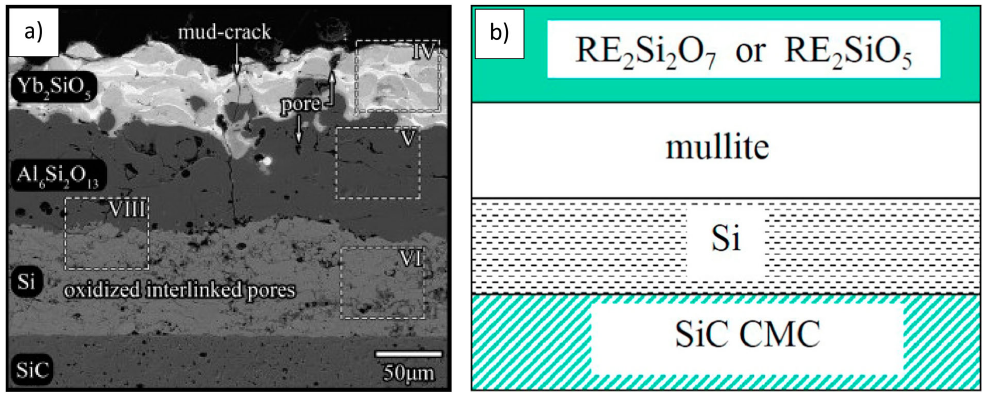
图 6. (a)等离子喷涂制备的环境障涂层系统在 1300°C 退火 20 小时后的状态;(b)环境障涂层系统示意图
提高使用陶瓷基复合材料部件的涡轮的工作温度需要在环境障涂层顶部添加低导热率的热障涂层。目前的解决方案是使用传统的热障涂层,如锆酸盐或铪酸盐,以提供额外的热绝缘,但这些材料的高热膨胀系数使得该解决方案在热循环期间容易失效,特别是在长时间运行后,由于烧结导致热障涂层的应变容限降低。稀土焦硅酸盐固溶体陶瓷(如 YₓYb(₂₋ₓ)Si₂O₇)已被提议作为有前景的 “单层” 替代品,以替代环境障涂层和热障涂层。但需要更多的工作来改进这些涂层的大气等离子喷涂,以获得所需的微观结构和结晶度。工作温度的进一步升高可能还需要更换硅粘结层,其熔点为 1414°C。 <3 燃气轮机部件的高温氧化> 如引言中所述,即使假设从碳氢燃料过渡到氢时目标火焰温度相似(为了保持循环效率),燃气轮机的氢燃烧也会导致更高的燃烧室壁热流(由于更小的火焰 - 壁淬火距离)、更高的流速(以减轻回火)和更高的蒸汽含量。以下部分将重点讨论这些操作条件的变化如何影响燃气轮机部件的氧化和其他降解机制。增材制造对氢燃气轮机部件的耐腐蚀性和动态脆化的影响在 5.2 节中讨论。 燃气轮机的工作条件在实验室环境中难以复制;无论是高温、气体速度和蒸汽含量,还是由于一侧施加冷却而导致的部件上的热梯度。只有少数实验室有能力准确地异位复制这种条件,并且已经构建了不同的装置来尽可能准确地模拟燃气轮机条件。例如,一些研究人员采用毛细管将 H₂O 射流冲击到样品表面,实现高达 300 m/s 的气体速度。然而,大多数关于镍基高温合金和热障涂层抗氧化性的研究采用更简单的装置,具有适度的气体速度和没有热梯度。谨慎解释这些结果很重要,因为异位测试期间的 “较温和” 条件可能会对部件在燃气轮机中的实际运行性能产生错误的认识。 一个潜在的陷阱是忽视气体速度的差异及其对挥发性氧化物蒸发速率的影响。例如,Mumm 等人指出,在使用 40 mL/min 的适度气体流速的实验室测试中观察到的挥发 - 再沉积机制在实际燃气轮机中不太可能存在,因为实际燃气轮机中高得多的气体流速可能会带走挥发的物质(防止再沉积)。此外,当研究孤立的合金、粘结层或热生长氧化物时观察到的挥发可能无法转移到实际系统中该组件的挥发,在实际系统中这些组件被氧化钇稳定氧化锆顶层覆盖。燃气轮机材料中元素的挥发将在 3.1 节中进一步讨论。 组件测试与燃气轮机实际运行之间的另一个重要区别是由于内部空气冷却导致的燃气轮机部件上的热梯度。如航空涡轮机的图 7 所示,基材表面和涂层顶表面之间的温差可能高达 450°C。这种梯度导致燃气轮机中的应力水平和应力分布与等温条件下的异位测试不同。因此,在多次异位热循环中没有剥落的组件在实际应用中,当热梯度施加额外应力时可能会失效。组件的几何形状也是评估燃气轮机叶片所承受应力时的一个重要因素,如参考文献中所指出。即使是上述更复杂的装置,如毛细管,也存在潜在的陷阱,例如相对于热障涂层微观结构中的大不均匀性而言,被腐蚀的样品区域非常小。尽管如此,简化的研究对于增加对氧化过程以及温度、气体速度和气体成分等单个因素如何影响氧化过程的基本理解是重要的。
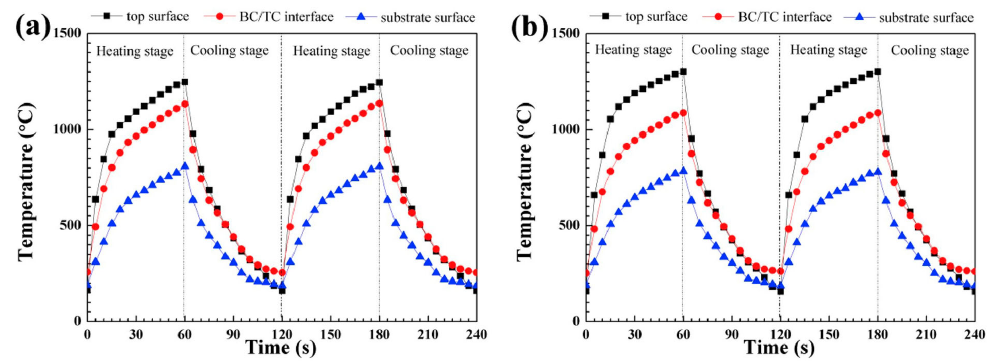
图 7. 热障涂层的温度梯度分布:顶层表面(■)、粘结层 - 顶层界面(●)和基材表面(▲),(a)为 100μm 厚热障涂层,(b)为 200μm 厚热障涂层
3.1 蒸汽含量增加的影响
众所周知,水蒸气的存在会增加合金的氧化速率和许多氧化物的挥发。水蒸气对氧化速率影响的机制取决于合金,而蒸发速率的增加与许多氧化物在氧化和潮湿条件下挥发有关,反应如下:
1/a MₐOᵦ(s) + y H₂O (g) + z O₂(g) = MO (ᵦ₊ᵧ₊₂z) H₂ᵧ(g) 以下部分将讨论蒸汽在燃气轮机中使用的各种材料的氧化和挥发中的作用。
3.1.1 形成氧化铬的合金
许多在干燥条件下形成缓慢生长的氧化铬层的铁基合金在水蒸气存在时表现出快速的突破性氧化。这与 Cr₂O₃氧化层通过形成 CrO₂(OH)₂的挥发有关,其挥发速率随着 H₂O 分压和气体速度的增加而增加。突破性氧化可能发生,要么是因为 Cr₂O₃的挥发比通过氧化再生长更快,要么是因为合金随着时间的推移 Cr 含量耗尽到维持氧化铬层再生长所需的极限以下。在薄部件和促进高蒸发速率的条件下,Cr 挥发可能导致合金本体中形成空洞,这严重降低了部件的机械性能。 由于 Cr₂O₃的挥发需要氧气存在(参见上述反应),因此在含湿 H₂的气氛中通常不显著。然而,已表明水蒸气会影响在这些条件下形成氧化铬的铁基合金的氧化速率。例如,Hooshyar 等人报道,不锈钢 304L 在 600°C 的一系列 Ar-H₂-H₂O 混合物中形成向内生长的 (Fe, Cr)₃O₄和向外生长的 Fe₃O₄的双层氧化层,而在 5% O₂-N₂中形成薄的 Cr₂O₃层。当 O₂的活度保持恒定时,氧化速率随着 H₂O 分压的增加而增加。基于纯铬的氧化研究,Henry 等人提出,蒸汽中氧化速率增加是因为较小的氢氧根离子比较大的氧离子扩散更快,而 Hultquist 等人将其归因于氢的吸收导致阳离子通过氧化层的扩散更快。 水蒸气对形成氧化铬的镍基合金氧化的影响更为复杂。一些作者报道,含湿 H₂的气氛比氧气更具腐蚀性,而另一些作者报道在湿氧 / 空气中与干燥条件相比,氧化层生长更慢。这种明显的差异可以通过镍基合金的 Cr 蒸发动力学来解释。Sand 等人表明,在暴露于加湿空气期间,合金 690 的 Cr 挥发速率随着时间的推移而降低,因为初始富含氧化铬的层逐渐被富含镍且贫铬的层取代,这减轻了 Cr 的进一步蒸发。值得注意的是,从富含氧化铬的层过渡到富含镍的层所需的时间随暴露条件有很大变化,同时合金可能会 Cr 耗尽到影响机械性能的程度。对于在非常高的温度下应用的镍基合金,应考虑 Ni 的挥发。在 1125°C 和 200 sccm(标准立方厘米每分钟)下,从 NiAl₂O₄尖晶石中 Ni 的蒸发速率在 10⁻¹¹-10⁻¹⁰ kg・m⁻²・s 的范围内,这取决于 H₂O 分压,与 850°C 时铁素体不锈钢中 Cr 的蒸发速率处于同一数量级。
3.1.2 形成氧化铝的合金和粘结层
有研究表明,水蒸气会对镍基和铁基氧化铝形成合金形成保护性 α- 氧化铝层的能力产生不利影响。针对镍 - 铬 - 铝模型合金的氧化研究发现,与在干燥空气中氧化相比,当合金在含有 30 体积 % H₂O 的空气中氧化时,需要更高浓度的铝才能形成 α- 氧化铝。无法形成保护性 α- 氧化铝层与氧化层形态的变化有关 —— 在潮湿空气中比在干燥空气中形成更少但更大的内部析出物,这使得通过横向生长形成连续的 α- 氧化铝层更加困难。在对铁基氧化铝形成合金的研究中,有观点认为水蒸气的不利影响是由于稳定了氧化初期通常形成的 γ- 氧化铝相。在干燥条件下,γ- 氧化铝会转化为生长较慢的 α 相,但在潮湿条件下,这种转变会受到阻碍,这可能是由于 γ- 氧化铝表面的羟基化所致。Sohlberg 等人对水蒸气对氧化铝形成和稳定性的影响进行的基础研究支持了这一理论。作者将 γ- 氧化铝描述为一种 “反应性海绵”,它可以以氢的形式储存和释放水,这可以通过氧化铝尖晶石晶格的膨胀和铝空位的形成来补偿。 水蒸气的另一个已观察到的负面影响是氧化层附着力下降,或者说氧化层剥落的趋势增加,特别是在热循环过程中。通常,剥落发生在室温下,即样品在较高温度下暴露于 H₂O 之后。这种所谓的氧化铝形成合金的湿气诱导延迟剥落被归因于合金 - 氧化层界面的氢脆。即使在大气中湿度水平下,也会发生湿气诱导延迟剥落,目前还没有研究调查更高浓度的水蒸气是否会促进这种机制。 氧化铝的挥发可能按照以下反应发生:
1/2 Al₂O₃(s) + 3/2 H₂O (g) = Al (OH)₃(g) 有报道称在 1100°C 时观察到铝的蒸发,但在 1300°C 以下,Al (OH)₃的蒸气压非常低,因此在大多数条件下氧化铝的挥发被认为是可以忽略的。然而,考虑到 Al (OH)₃的蒸气压对 H₂O 分压的强烈依赖性,在氢燃料燃气轮机中,由于水蒸气含量和温度都比天然气燃料轮机高,这种反应可能会变得显著。根据热力学,在 0.5 atm 水蒸气和 0.5 atm 氧气中,Al (OH)₃的蒸气压从 1000°C 到 1400°C 会增加超过四个数量级。
3.1.3 热障涂层
由于暴露在最高温度下的部件会涂覆热障涂层系统,因此应考虑氧化钇稳定氧化锆和粘结层材料在更高温度和蒸汽含量下的稳定性。已有多项研究确定了热障涂层和粘结层在不同水蒸气含量下的耐久性: Sumner 等人在模拟含 20 体积 % H₂O 的富氢合成气成分中对燃气轮机叶片进行了 1000 小时的测试。燃烧温度高达 1440°C,但采用空气冷却将叶片表面温度限制在 950-1050°C。叶片由镍基高温合金 Rene 80 制成,并涂覆有高速氧燃料金属涂层(Sicoat® 2464,镍钴铬铼钇铝)或不同组合的热障涂层(基于氧化钇稳定氧化锆)和粘结层。暴露后,热障涂层表面呈现红 / 棕色,这表明形成了富铁氧化物沉积物,这源于在较高气体温度下存在于热气流中的气态氧化铁 / 氢氧化物,这些物质在约 1100-1200°C 以下凝结。热障涂层在叶片前缘发生分层,这可能是由于侵蚀或涂层制造中的缺陷所致。 Zhou 等人研究了在 1050°C 下,氧气和含 5% H₂O 的氧气中镍基高温合金的氧化动力学。这些合金涂覆有等离子喷涂的镍铬铝钇(镍 - 28 铬 - 6 铝 - 0.4 钇,重量 %)粘结层和 7.5 重量 % 氧化钇 - 氧化锆热障涂层。在干燥氧气中,遵循抛物线氧化动力学,氧化速率非常低,并且在粘结层上形成的氧化物是 Al₂O₃。在含 5% H₂O 的氧气中,长时间暴露后氧化动力学几乎呈线性,并且在这种情况下,粘结层和热障涂层之间的界面氧化层由 Ni (Al, Cr)₂O₄、NiO、Cr₂O₃和 Al₂O₃组成。有人认为,水蒸气存在时镍和铬阳离子传输的增加是降解速率增加的可能原因。 Cernuschi 等人评估了通过大气等离子喷涂制备的 7YSZ、YSZ-GZO 和 YAG 涂层在 1000-1250°C 温度范围内老化 500 小时后的烧结动力学和相稳定性。作者发现,当在含有 20 体积 % H₂O 的空气中老化时,与在干燥空气中老化相比,涂层的热扩散率、热导率或相组成没有明显差异。结论是,涂层的形态和密度对热物理性能的影响比老化环境更大。
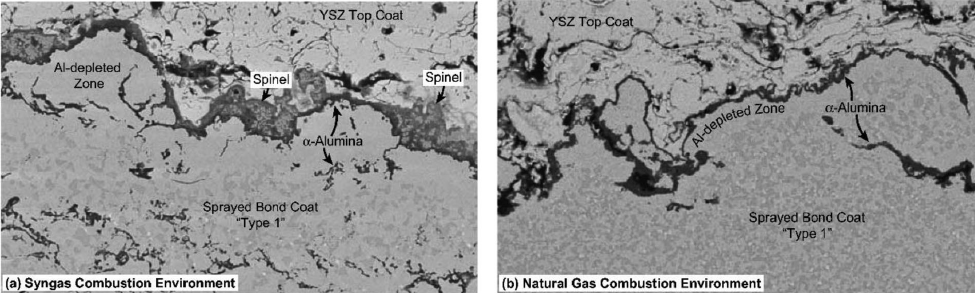
图 8. 在以合成气(a)和天然气(b)为燃料的工业燃气轮机中测试的热障涂层横截面图像
在工业燃气轮机中测试 MCrAlY 粘结层的结果表明,与使用天然气相比,使用合成气(CO + H₂)作为燃料时,在粘结层和氧化钇稳定氧化锆顶层之间形成厚(30μm)的非保护性尖晶石 - 氧化铝层,而不是薄(约 1μm)的保护性 α- 氧化铝层,见图 8。尖晶石层容易开裂,并削弱热生长氧化物 / 氧化钇稳定氧化锆界面。Sullivan 和 Mumm 将尖晶石相的形成归因于与天然气相比,使用合成气时燃烧气体中水蒸气含量更高。他们在不同的 H₂O 分压和 O₂分压环境中对不同的粘结层材料进行了一系列综合测试,重点关注氧化的瞬态阶段(0-5 小时)。(Ni, Co)(Al, Cr)₂O₄尖晶石的表面覆盖率随着 H₂O 分压的增加而增加,直至约 15 体积 %,此后覆盖率趋于稳定并略有下降。有趣的是,当水蒸气存在时,在低 O₂分压下尖晶石的形成会得到促进。Sullivan 和 Mumm 推测,水蒸气延长了 γ 和 δ 氧化铝阶段,这使得尖晶石形成阳离子能够扩散穿过通常具有保护性的热生长氧化物层。 从上述结果可以清楚地看出,水蒸气对热障涂层的寿命有不利影响。然而,水蒸气含量超过 10-20 体积 % 是否会增加降解速率则不太清楚,这可以从以下文献综述中看出。 Haynes 等人研究了在单晶镍基高温合金上沉积的大气等离子喷涂氧化钇稳定氧化锆顶层和高速氧燃料沉积的镍钴铬铝钇粘结层组成的热障涂层系统在水蒸气中的氧化行为。在含有 10 体积 % H₂O 的空气中进行热循环时,热障涂层的平均寿命(以剥落开始为定义)比在干燥氧气中循环时至少减少了 20%。将水蒸气含量增加到 50 体积 % 与 10 体积 % 相比,寿命没有进一步减少。 Pint 等人报道,水蒸气对铂扩散涂层(γ+γ' 粘结层)的寿命几乎没有影响,而铂 β- 铝化物涂层(Cβ 涂层)的寿命在 10% 水蒸气中几乎减半。这种影响可能与 β 铝化物的取向有关,导致在 α-Al₂O₃相形核之前形成非均匀的、外延取向的立方亚稳氧化铝层。有趣的是,当蒸汽含量进一步增加到 50% 和 90% 时,寿命似乎受到的影响较小。对于这两种涂层,在潮湿条件下比在干燥条件下形成的热生长氧化物层更厚。Pint 等人还在 1100°C 下,在干燥和加湿的氧气和空气中评估了涂覆有镍钴铬铝钇铪硅的 X4 和 1483 基材以及大气等离子喷涂氧化钇稳定氧化锆顶层的寿命。以氧化钇稳定氧化锆顶层剥落前的 1 小时循环次数定义的寿命随着水蒸气的添加而减少。1483 基材的寿命比 X4 短,这归因于前者的铝含量较低。在这种情况下,水蒸气含量的增加也没有增加不利影响。 Lance 等人研究了单晶镍基高温合金 PWA 1483 和 X4 与高速氧燃料处理的镍钴铬铝钇铪硅粘结涂层和大气等离子喷涂氧化钇稳定氧化锆顶层的热循环。1483 合金不像许多其他单晶高温合金那样含有铼,因此成本更低,而 X4 合金是含有 3% 铼的第二代合金。在干燥空气和含有 10 或 50 体积 % H₂O 的空气中,在 1100°C 下研究了氧化和循环抗性,循环时间为 1 小时(模拟喷气式飞机)或 100 小时(模拟陆基涡轮机)。对于 1 小时的循环,水含量的增加会缩短部件的寿命,而对于 100 小时的循环,其行为与 H₂O 分压不一致。1 小时循环期间的降解归因于氧化钇稳定氧化锆顶层中的应力,而 100 小时循环期间的降解更多地由扩散过程主导。基于 X4 的样品总体寿命比基于 1483 的样品长 30-40%,这归因于前者更高的铝含量,可能还有更高的钛含量。 Nowak 在高达 1120°C 的温度下,在 Ar-O₂和含有高达 20 体积 % 水蒸气的空气中研究了多晶高温合金 Rene 80 的氧化行为。使用 MCrAlY 涂层和慢加热速率(10 K/min)时,未观察到 H₂O 的主要影响,而对于更高的加热速率(90 K/min),水蒸气会促进初始暴露期间亚稳氧化铝的形成。在顶部涂覆大气等离子喷涂热障涂层的情况下,水蒸气的添加会缩短寿命,这是由于热生长氧化物附着力的降低。在低于 400°C 的温度下,水蒸气会促进四方相到单斜相氧化锆的转变,这被认为是观察到的降解增加的原因。结果表明,水蒸气引起的降解与运行时循环频繁的燃气轮机(如航空涡轮机)更相关。这与 Pint、Haynes 等人的结果一致,即水蒸气引起的降解在较短的热循环中更为明显。对于固定式、更连续运行的设备,这种降解机制的相关性应该较低。
3.1.4 陶瓷基复合材料和环境障涂层
陶瓷基复合材料在暴露于含蒸汽的气氛中时容易发生硅挥发。碳化硅的损失通过形成 SiO₂作为中间产物进行。主要反应如下: 1. SiC + 3 H₂O(g) → SiO₂ + 2 H₂(g) + CO(g) 2. SiO₂ + 2 H₂O(g) → Si(OH)₄(g) 如上述反应所示,SiO₂的挥发性随着水蒸气分压的增加而显著增加(∝p (H₂O)²)。碳化硅的损失很快,在高速蒸汽射流中导致材料退缩速率达到 6-9μm/h。蒸发反应对温度的依赖性较弱,这使得 SiO₂的蒸发在中等燃气轮机运行温度下也是一个挑战。出于这个原因,应用于燃气轮机的碳化硅陶瓷基复合材料与环境障涂层结合使用,如 2.5 节所述。挥发并没有完全避免,因为这些涂层材料也包含硅,但与未涂覆的 SiC/SiO₂表面相比,挥发大大减少。涂覆材料的蒸发速率与硅的表面活性成正比,因此,尽管 RE₂Si₂O₇与基材的热膨胀系数匹配更好,但 RE₂SiO₄比 RE₂Si₂O₇更受青睐。
3.2 其他类型的降解
3.2.1 热腐蚀和钙镁铝硅酸盐侵蚀
当使用含有硫和 / 或碱金属污染物的低纯度燃料时,燃气轮机的热气体部件容易受到称为热腐蚀的降解形式的影响。例如,这可能是形成碱金属硫酸盐(硫化),从而降解热障涂层。由于氢的摩尔热值低于天然气,氢燃料燃气轮机中的燃料 / 空气比会更大。这意味着在燃料杂质含量较低的情况下,热腐蚀可能会成为一个挑战。通过电解生产的氢通常纯度非常高,因此不太可能引起热腐蚀,而副产品氢可能含有临界量的硫和其他杂质。 另一种 “外部” 降解源是燃烧空气中的砂、灰和灰尘等杂质,这可能导致所谓的钙镁铝硅酸盐侵蚀。钙镁铝硅酸盐沉积物具有不利的微观结构和高热膨胀系数,从而导致热障涂层或环境障涂层失效。钙镁铝硅酸盐降解机制涉及许多热激活过程,这使得这种降解对于在更高温度下运行的涡轮机更为关键。另一方面,由于氢涡轮机使用的空气流量相对较低,与天然气涡轮机相比,空气中的杂质对氢燃料燃气轮机的潜在影响较小。
3.2.2 双气氛效应
钢的高温腐蚀通常在模拟使用条件的单一气氛中进行研究。然而,在某些应用中,钢同时暴露于样品两侧的不同气氛中。例如,在燃气轮机燃料喷射器中,喷射器的内表面将暴露于氢,而外表面将暴露于空气。这种双气氛暴露会导致异常的氧化行为,这在将相同的钢样品分别暴露于两种气氛时是观察不到的。所谓的双气氛效应在固体氧化物燃料电池领域已被广泛研究,其中钢互连件一侧暴露于(加湿)氢,另一侧在 600 至 900°C 的温度下暴露于空气。在所有情况下,异常氧化行为都发生在空气侧,在双气氛条件下,在铁素体不锈钢上观察到铁氧化物的形成,而在单一空气气氛条件下,这些不锈钢通常形成稳定的 Cr₂O₃氧化物,见图 9。有人认为,铬含量较低的钢更容易受到双气氛效应的影响,并且随着温度从 900°C 降至 600°C,这种效应会更加明显。
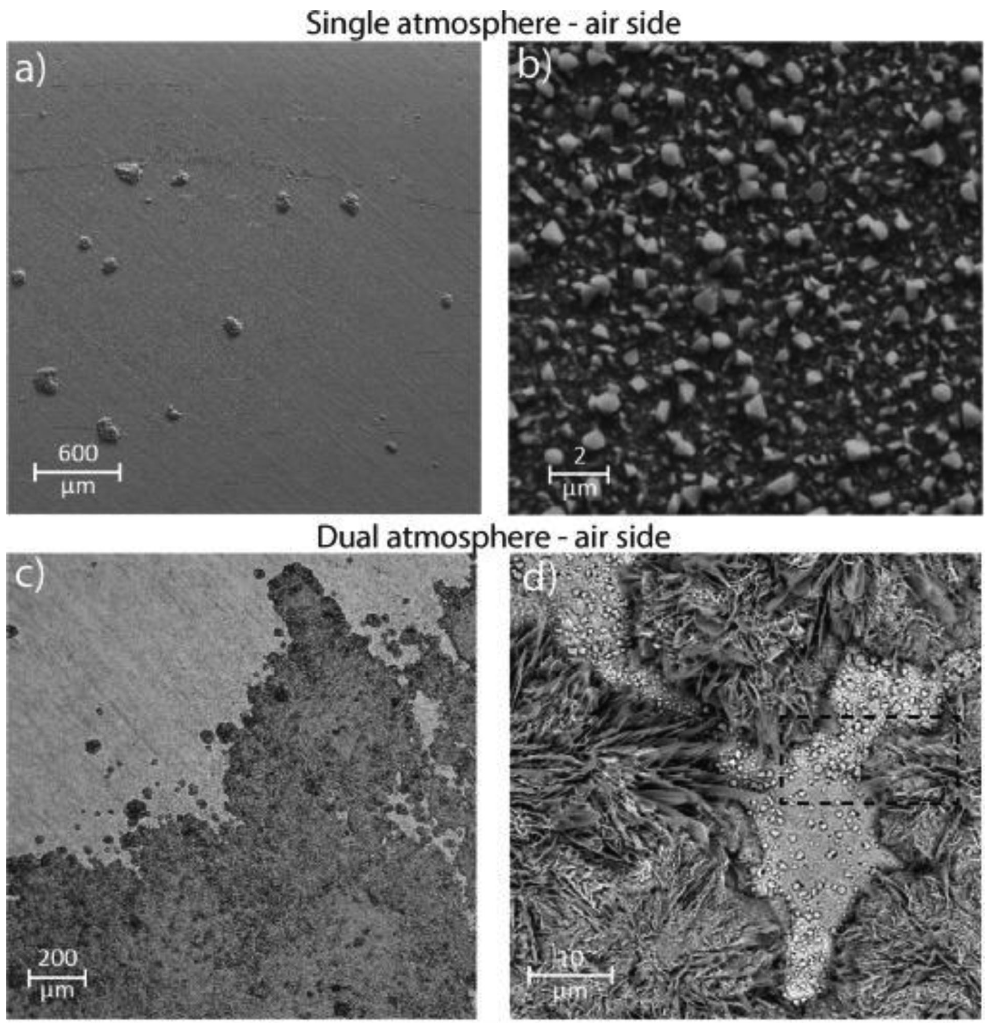
图 9. 在单一(空气)或双(空气 + H₂)气氛暴露下测试的样品表面扫描电镜图像,显示单一空气气氛下形成 Cr₂O₃氧化物,双气氛条件下形成 Fe 氧化物
3.2.3 与燃气轮机应用相关的合金中的氢扩散
氢脆会导致材料在暴露于氢时失去延展性、降低材料强度和机械性能。氢侵蚀可能通过原子氢扩散到钢晶格中而发生。在钢内部,原子氢可能在应力集中区域(如空位、晶界和其他晶格缺陷)积累并形成分子氢,导致压力升高。这种压力可能导致空洞和 / 或延展性下降到使钢变脆并开裂的程度。氢还可能与钢中溶解的碳或氧反应,分别形成甲烷或蒸汽。一般来说,奥氏体钢中铬含量的增加会提高钢在氢环境中耐受的最高温度和氢分压(图 10)。
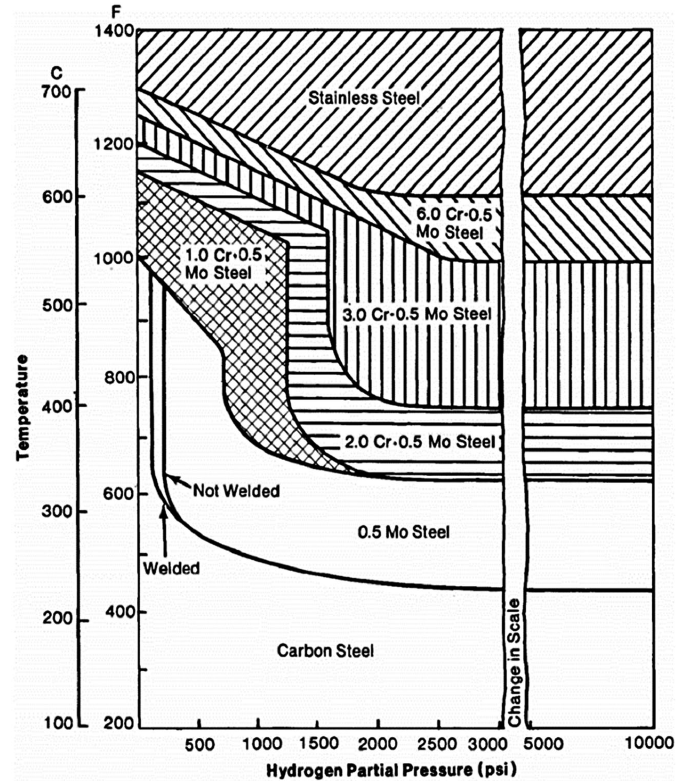
图 10. 钢在氢环境中安全运行的最高温度和氢分压
镍基合金在 - 103 至 327°C 的宽温度范围内易受氢侵蚀,而钛基合金在 0-93°C 的范围内易受侵蚀。Gray 的早期工作报道了几种镍基高温合金,如因科镍 718、Udimet 700、René 41、哈氏合金 X 和 TD-NiCr 在 0.1 MPa 气态氢中从 430 到 980°C 暴露 1000 小时后的脆化。所有测试的合金在暴露期间都吸收了大量的氢,这被认为是间隙溶解和可扩散的。通过在高温下脱气可以去除氢,并恢复合金的延展性。在最近的工作中,Balyts’kyi 等人在 30 MPa 氢压力下,在 20 至 900°C 的温度范围内研究了燃气轮机叶片单晶铸造合金(如 SM104-VI、SM-90-VI 和 SM-88U-VI)的氢脆。氢的负面影响随着温度的升高而减小,但作者报道即使在 900°C 下,合金的强度和塑性也有可测量的降低。据报道,SM-90-VI 合金对氢脆的敏感性最低。增材制造部件的氢脆在 5.3 节中讨论。
<4 增材制造>
4.1 与燃气轮机部件相关的材料的增材制造
增材制造适用于制造燃气轮机部件(叶片、导向叶片、燃料喷射器、叶轮、旋流器、燃烧器、燃烧室、覆层、密封件、壳体)以及生产功能集成部件。该技术既可用于制造新部件,也可用于直接在原始部件上的磨损区域修复损坏的部件。增材制造还通过开发具有复杂冷却轮廓和燃料路由路径的新型燃烧技术来解决燃气轮机氢燃料化的挑战。增材制造或 3D 打印允许在不改变外部的情况下调整燃烧器的内部设计,这使得改造现有涡轮机以实现氢运行更加容易。目前,该方法受到可用打印尺寸的限制。 镍基高温合金因其在高温下的优异性能而特别适合通过增材制造生产燃气轮机部件。然而,其微观结构和晶粒结构深受定向构建、快速冷却及复杂热循环(再加热)的影响。通过增材制造生产复杂部件会使加工材料处于非平衡状态。图 11 为通过粉末床熔融(或选择性激光熔化)制造方法增材制造金属粉末时的物理现象示意图。激光与金属粉末的相互作用会产生固体、液体、气体蒸汽和等离子体的共存与相互作用。快速加热和冷却的热循环会产生热梯度,并决定系统化学、结构和机械状态的亚稳态性质。对这些物理现象的建模研究尚少,但对于解决该系统的复杂性而言十分必要。
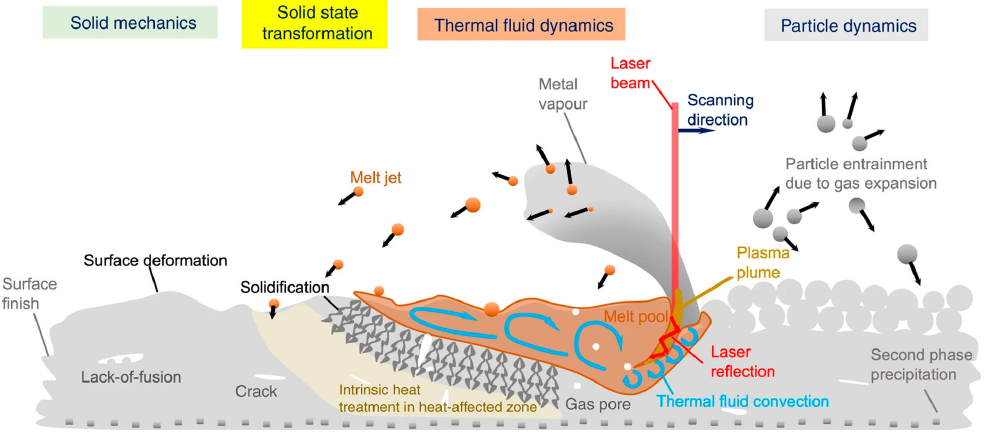
图 11. 通过粉末床熔融(或选择性激光熔化)方法增材制造金属粉末时的物理效应
镍基高温合金依靠沉淀强化和 / 或固溶强化,而 γ' 相的析出在冷却时发生,且取决于冷却速率。IN939、IN718、IN625 和哈氏合金 X 等镍基高温合金已商业化用于增材制造,对其研究有助于理解加工、微观结构和性能之间的关系。Fu 等人将选择性激光熔化加工形成的微观结构描述为细小的细长晶粒,这些晶粒在热处理过程中会再结晶,形成等轴和各向同性结构。若未发生再结晶,材料则保持各向异性。Deng 研究了电子束熔化和选择性激光熔化加工的 IN718 的微观结构和力学性能。结果发现,电子束熔化形成的微观结构以沿构建方向伸长的柱状晶粒为特征,而选择性激光熔化则形成细小的树枝状微观结构。成形态电子束熔化微观结构具有位置依赖性,不规则框架部分具有弱织构。增材制造过程中会析出 γ'/γ'' 强化相,并观察到具有 AB₂(拉维斯相)成分的金属间相。所制备样品的力学性能具有各向异性,沿构建方向的拉伸强度更高,伸长率更低。热处理后强度有所提高。成形态选择性激光熔化微观结构织构较弱,枝晶间存在细小的拉维斯相,且无 γ'/γ'' 强化相析出。拉伸性能和伸长率的各向异性取决于构建方向。均匀化热处理在 γ'/γ'' 强化相的偏析和降低各向异性方面效果显著。
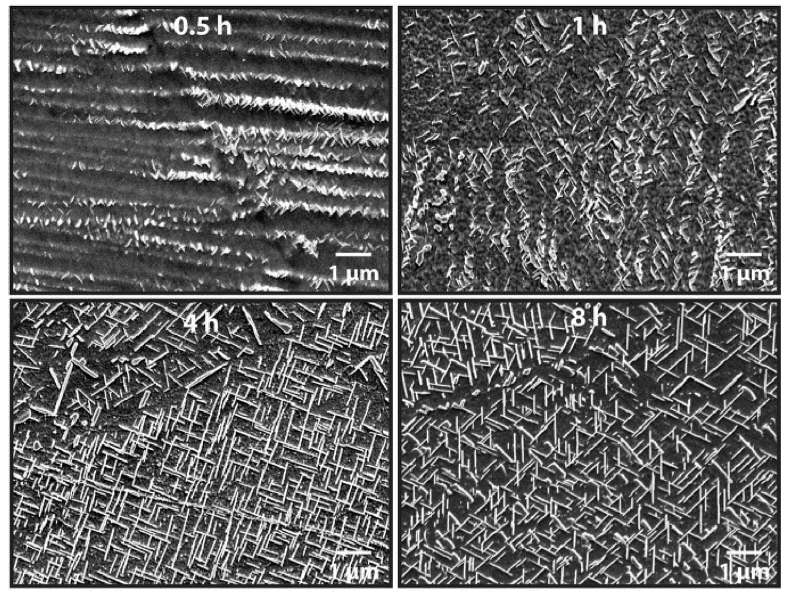
图 12. 3D 打印的 IN625 在 870°C 下经过 0.5、1、4 和 8 小时后,最初在枝晶间区域形成 δ 相析出物的表面显微照片
Zhang 等人报道,在对增材制造(通过激光烧结粉末床熔融)的因科镍 625 进行应力消除热处理时,会比锻造材料更快地形成不希望出现的片状 δ 相析出物(正交铌和钼富集相,具有广泛的局部成分,例如 Ni-20.20Nb-11.00Mo-8.70Nb-0.05C),如图 12 所示,几分钟内就会形成,而锻造材料则需要数十至数百小时。增材制造材料中的元素偏析被确定为 δ 相析出的根本原因。后续的均匀化热处理可有效去除 δ 相。结论是,应制定特定于合金的策略以减轻增材制造加工的影响。 Shaikh 研究了激光粉末床熔融获得的 IN939 镍基高温合金部件的热处理效果,还综述了其他镍基高温合金。结果表明,与传统材料相比,γ 强化相的比例和形态存在显著差异。作者指出,通过激光粉末床熔融加工的高温合金容易开裂,凝固开裂是主要原因。文中提到,后处理热处理会影响晶粒结构、强化析出物的形态、分布和尺寸。IN939 可以无缺陷地生产,所应用的热处理使室温拉伸性能优异。 Andersson 等人通过选择性激光熔化将这种方法应用于专门设计的燃气轮机燃烧器修复,表明 3D 打印部件的表面无缺陷。所有检查部件的孔隙率和夹杂物水平都很低,平均孔隙率低于 0.09%。在测试 3D 打印燃烧器部件后,观察到材料中存在硫和高达 50μm 的表面氧化。无损和破坏性测试表明,打印的燃烧器处于功能状态。
4.2 增材制造钢的耐腐蚀性
Örnek 和 Kong 等人讨论了增材制造生产的合金的微观结构对耐腐蚀性的影响。Örnek 表征了增材制造金属部件的微观结构特征,如孔隙率、结构梯度、化学不均匀性、微观结构不均匀性、织构、表面氧化物的形成、晶粒尺寸、应变和应力、表面粗糙度及其对耐腐蚀性的影响。控制微观结构对于获得可重复的性能至关重要,在优化耐蚀性能的腐蚀研究的同时,应并行开展增材制造材料的更系统开发。Kong 等人也综述了内部微观结构(如孔隙率、表面粗糙度、相偏析、氧化物、夹杂物)对耐腐蚀性的影响。作者指出,有必要专注于优化制造参数,并建立关键结构特征与耐腐蚀性之间的对应关系。Laleh 等人综述了增材制造的奥氏体、沉淀硬化和双相不锈钢与传统生产的对应钢种的腐蚀行为。该综述探讨了在室温下酸性和氯化钠溶液中的耐腐蚀性。影响耐腐蚀性的重要方面是增材制造的特殊性,例如孔隙率和缺陷的影响、由于高温激光导致合金元素蒸发产生的成分差异、夹杂物以及枝晶间化学偏析。残余应力和非均匀微观结构使腐蚀行为比传统加工钢更复杂。
4.3 增材制造钢的氢脆
增材制造获得的金属部件对氢侵蚀的敏感性和其他性能是合金设计、微观结构、性能和增材制造工艺条件等多种因素的累积结果,描述了结构 - 性能 - 加工 - 性能关系。多项关于 3D 打印样品氢暴露影响的研究表明,优化的 3D 打印制造方法适用于生产氢设备和氢基础设施用金属部件。关于奥氏体不锈钢增材制造的已发表文献主要集中在 316L 和 304L。然而,Seifi 等人和 Gorsse 等人报道了镍基高温合金(哈氏合金 X、因科镍 625 和因科镍 718)、钴铬合金(Co28Cr6Mo)和钛基合金(Ti-6Al-4V、Ti-6Al-4V ELI)的增材制造技术就绪度水平,技术就绪度水平为 7-9。其他合金包括工具钢(H13 和马氏体时效钢 300),技术就绪度水平为 9;不锈钢(316L 和 17-4PH),技术就绪度水平为 7-8;铝基合金,技术 就绪度水平为 4-8;铜基合金、金属间化合物(钛铝化物)和低合金钢(AISI 4140),技术就绪度水平为 4-5。
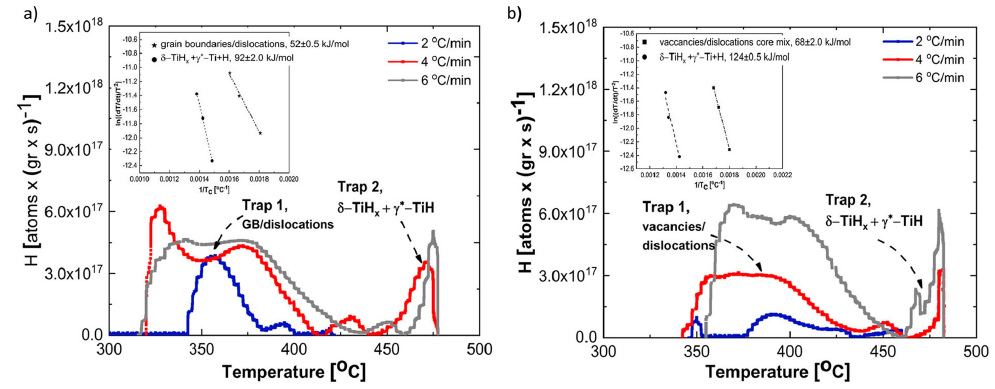
图 13. 氢的热脱附:(a)样品 1,插图为两个拟合氢脱附峰的活化能;(b)样品 2,插图为两个拟合氢脱附峰的活化能
另一种用于先进燃气轮机发动机的合金是 Ti-6Al-4V。Silverstein 等人报道了通过选择性激光熔化方法 3D 打印的 Ti-6Al-4V 的氢脆、俘获和脱附行为。钛合金具有合理的抗化学侵蚀性,但氢侵蚀会导致严重问题,如延展性损失和材料强度降低。通过增材制造加工复杂形状的合金部件会导致材料处于复杂的非平衡状态。研究氢俘获特性是为了确定氢陷阱结合氢并防止其到达开裂部位的效率。通过将样品暴露于 0.5 MPa 氢压、500°C 的氢气氛中 10 小时来研究氢脆。通过热脱附光谱法评估氢的释放和氢俘获相互作用,如图 13 所示。比较了在 X-Z 和 X-Y 方向打印的样品 1 和样品 2,结果表明,对氢脆的敏感性受打印方向的显著影响。样品 1 对氢脆的敏感性增加,这是由于与样品 2 相比,其钛氢化物含量更高,且 TiH 的俘获能更低。样品 1 的氢脱附被认为是扩散控制的,而样品 2 的氢脱附则是脱附控制的。样品 2 观察到的抗氢脆能力增强与打印方向上材料的应力增加有关。 用于燃气轮机应用的增材制造部件的氢脆在低温下有报道,从室温到 300°C。一般报道 3D 打印部件对氢侵蚀具有高抵抗性,这与样品的内部微观结构相关。Baek 等人评估了在 150°C 下用于制造和修复特殊部件(如燃气轮机叶片和燃料喷嘴)的 304L 3D 打印金属部件的氢侵蚀影响。结果表明,与轧制板材样品相比,增材制造部件对氢侵蚀具有高抗性。Smith 等人研究了在 300°C 下,304L 打印样品与锻造钢样品相比在拉伸断裂和疲劳裂纹扩展方面的氢腐蚀影响。增材制造可能会引入微裂纹等缺陷,导致在氢环境中延展性降低。研究得出结论,当避免或有效减轻制造缺陷时,3D 打印样品在空气和极端氢环境中可以表现出与锻造样品相似的拉伸和疲劳性能。
4.4 动态脆化
氢燃料燃气轮机中蒸汽含量的增加可能作为氧源,在中等温度下导致镍基高温合金的动态脆化。镍基高温合金在中等温度下表现出延展性损失和晶间开裂。据报道,脆化行为发生在 500 至 900°C 之间,脆化最大值在 600°C 左右。镍基高温合金的晶间开裂,由原子氧在晶界的扩散引起,被称为氧化辅助晶间开裂或动态脆化。在持续或循环载荷下,由于与镍基高温合金裂纹尖端的氧相互作用,可能会在晶界发生与时间相关的脱粘。脆化元素可能存在于合金中,或者周围大气中的氧可能扩散到钢晶格中并导致合金沿晶界开裂。镍基高温合金 IN718 是为高温设计的,但其应用限于 650°C,因为在更高温度下会发生脆化。对于镍基高温合金 U720Li,在 600°C 以下未报道脆化,观察到穿晶断裂。在 600-850°C 温度下,延展性显著降低,出现准脆性晶间断裂,而在 850°C 以上,拉伸延展性恢复。 Chan 将晶界断裂模型应用于 IN718 等镍基高温合金,以预测动态脆化和氧化诱导裂纹扩展的发生,并得出结论,该模型正确预测了镍基高温合金的拉伸延展性随氧含量和温度的增加而降低。还得出结论,动态脆化可能在氧化物形成之前发生,这是由偏析到晶界的氧引起的,而裂纹中的氧化物形成可能对裂纹尖端有强化作用。文中提到,氧在镍中的溶解热似乎是动态脆化的活化能。Deng 等人研究了电子束熔化增材制造技术制备的 IN718 在 550°C 下的保载疲劳开裂,重点关注增材制造加工合金的各向异性抗裂性。得出结论,平行于柱状晶界的载荷表现出比垂直于柱状晶界的载荷更好的抗保载疲劳开裂性。与传统加工的 IN718 样品相比,增材制造加工的样品在平行和垂直加载样品中都具有优异的抗保载疲劳开裂性,这是由于晶界结构、晶粒尺寸、小角度晶界以及在晶界形成的 δ 析出相所致。
<5 结论>
燃气轮机的材料开发一直致力于通过提高最高允许使用温度和长期稳定性来提高燃气轮机的效率和盈利能力。在能够在更高工作温度下使用并提供更强抗氧化保护的热障涂层和环境障涂层领域取得了许多进展。与此同时,增材制造作为一种有前景的方法正在被探索和不断改进,用于制造新的复杂燃烧室设计、复杂的空气冷却通道和其他复杂结构。这些发展中的进展在一定程度上涵盖了使用 H₂作为燃料所产生的新要求。然而,本综述发现,存在一些需要更多关注的潜在挑战。 最关键的挑战之一是在氢燃料燃气轮机中,空气冷却部件上出现的更大温度梯度,这源于更小的火焰 - 壁淬火距离、可能更高的火焰温度以及燃烧产物更大的传热系数。这需要开发具有更低导热率和断裂韧性的热障涂层,以承受热应力引起的开裂和剥落。氢燃料燃气轮机的另一个潜在挑战是燃烧产物中蒸汽含量的增加,这可能对屏障涂层和底层金属部件的耐腐蚀性和寿命产生显著的负面影响。对现有文献的回顾表明,特别是水蒸气和频繁 / 快速循环的结合可能是有害的,这意味着它对航空应用比对固定式应用更为关键。关于降解和寿命作为水蒸气含量的函数的研究很少。这是为氢燃料燃气轮机专门开发材料时应得到更多关注的领域。其他降解现象,如双气氛效应和氢脆,在燃气轮机环境中也需要更多的研究。 增材制造在生产具有复杂设计的金属部件、现场制造新部件以及现场修复损坏 / 磨损部件方面具有优异的适用性。当前的发展重点是通过优化激光扫描速度、强度、层厚度等打印参数来控制打印部件的微观结构,以便充分熔化金属以避免孔隙率,同时控制元素的蒸发和第二相的偏析。晶界结构、晶粒尺寸和小角度晶界也非常重要。使用燃气轮机中常用的传统镍基合金时,微观结构的控制目前仍然是一个挑战,增材制造的进展可能会导致开发新的燃气轮机合金成分,这些成分更适合 3D 打印特有的快速和重复热循环。据报道,在打印部件包含孔隙、夹杂物和类似缺陷的情况下,氢脆敏感性更高,高温耐腐蚀性更低。另一方面,据报道,具有更优化微观结构的部件比传统加工的部件更不易受氢脆影响。
论文DOI:10.1080/09506608.2021.1981706
